
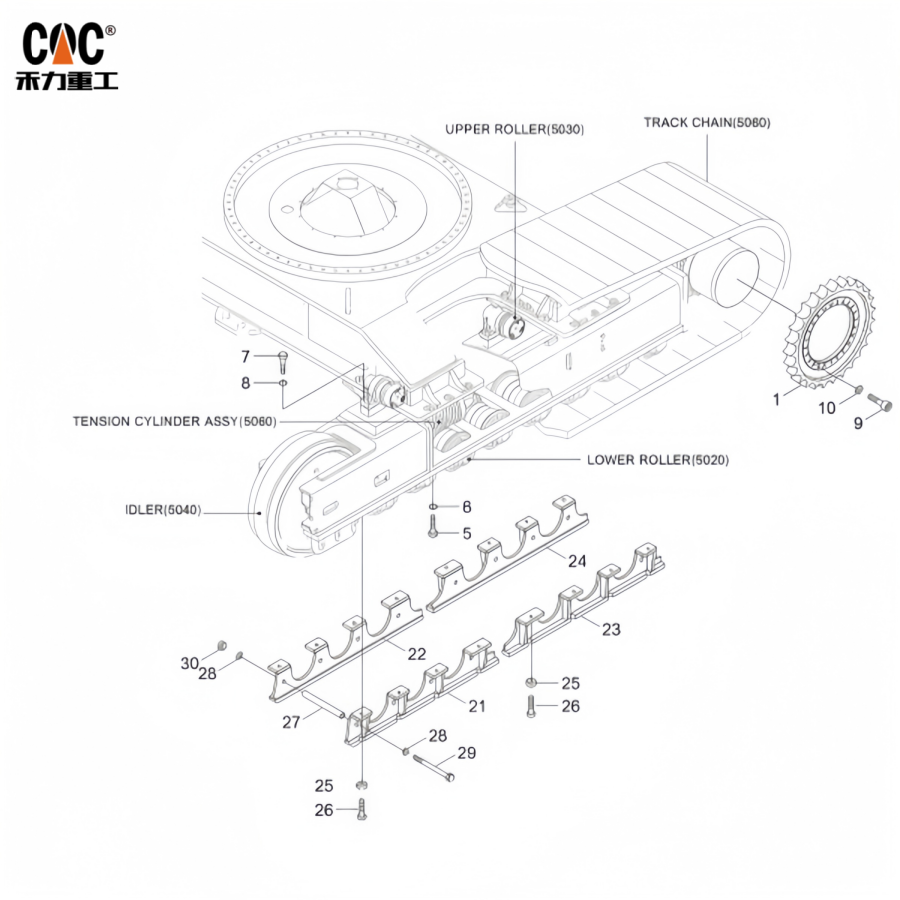
HYUNDAI 81QE11010 R1250 Bandbottenvalsmontering/Tung bandgrävmaskin Chassikomponenttillverkare - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


Vitbok för teknik: DenHYUNDAI R1250 81QE11010 SpårbottenrulleenhetEn syntes av certifierad precisions- och krävande belastningsteknik av HELI MACHINERY MANUFACTURING CO., LTD.
Dokumentidentifierare: TWP-CQC-HMMCL-81QE11010-01
Publiceringsdatum: december 2025
Klassificering: Offentlig teknisk specifikation
1.0 Sammanfattning: Den certifieringsbaserade fördelen
Detta tekniska dokument beskriver ingenjörsfilosofin, tillverkningsnoggrannheten och prestandaspecifikationerna för HYUNDAI 81QE11010 bandbottenrulle för den tunga bandgrävmaskinen i R1250-klassen, så som den är konstruerad och producerad av HELI MACHINERY MANUFACTURING CO., LTD. (varumärket CQC TRACK). I en bransch där komponentfel leder till katastrofala driftstopp, överskrider vårt erbjudande paradigmet om en ren reservdel. Det förkroppsligar en certifieringskonstruerad produkt, där de strikta, systematiska protokollen i China Quality Certification (CQC)-ramverket är oupplösligt invävda i varje steg av dess livscykel – från metallurgisk inköp till slutlig revision.
Kärntesen bakom denna sammanställning är att sann tillförlitlighet i krävande applikationer inte är ett oavsiktligt resultat utan ett verifierbart resultat av en kontrollerad, granskad process. HELI MACHINERY arbetar under ett flerskiktat certifieringsparaply, med både ISO 9001:2015-kvalitetssystem och flera specifika CQC-produktcertifieringscertifikat (t.ex. CQC17704176145). Denna dubbla grund kräver ett kvalitetssäkringssystem i fabriken som omfattar allt från leverantörsgranskning och validering av nyckelkomponenter till exakt underhåll av produktionsutrustning och omfattande registerhållning som sträcker sig över minst 24 månader. För R1250-operatören innebär detta en undervagnskomponent vars dokumenterade konsistens och hållbarhet är konstruerad, tillverkad och ständigt verifierad, vilket ger minimerad total ägandekostnad genom maximerad medeltid mellan fel.
2.0 Dekonstruering av protokollet för certifieringskonstruerad tillverkning
Värdet av 81QE11010-monteringen är förankrat i den genomdrivbara disciplinen i CQC:s fabriksinspektions- och övervakningssystem. Följande tabell visar hur dessa obligatoriska procedurer direkt omsätts i konkret komponentkvalitet och spårbarhet.
| Krav på kvalitetssäkring i fabriken för CQC | Implementering i 81QE11010 Production | Fördelar med teknik och tillförlitlighet för slutanvändaren |
|---|---|---|
| Program för leverantörsval och leverantörshantering | Noggrann granskning och godkännande av leverantörer av smidesgods i legerat stål och specialtätningsmaterial. | Säkerställer råmaterialets integritet, den grundläggande avgörande faktorn för utmattningstid och slagtålighet. |
| Inspektion och verifiering av nyckelkomponenter/material | Inkommande inspektion av smidda rullämnen och bussningar i sintrad legering mot certifierade specifikationer. | Förhindrar att undermåliga material går in i produktionen, en direkt tillämpning av CQC:s princip om ”första ansvar”. |
| Regelbunden bekräftelsetestning av nyckelkomponenter | Periodisk provtagning och laboratorietestning av materialets hårdhet, mikrostruktur och kemiska sammansättning. | Ger kontinuerlig, objektiv validering av att materialegenskaperna håller sig inom angivna tekniska gränser. |
| Underhållssystem för produktionsutrustning | Schemalagt förebyggande underhåll för CNC-svarvar, induktionshärdningsenheter och slipmaskiner. | Garanterar bearbetningsprecision och värmebehandlingskonsekvens, sats efter sats. |
| Rutinmässiga och bekräftelsetestprocedurer | 100 % dimensionskontroll; provtagning för dynamisk belastningstestning och validering av tätningsintegritet. | Varje enhet verifieras för passform, och provernas prestanda bekräftas statistiskt mot typteststandarder. |
| Kontroll av icke-överensstämmande produkter | Systematisk karantän och analys av alla delar som inte uppfyller någon inspektionskontrollpunkt. | Säkerställer att endast komponenter som uppfyller alla specifikationer monteras, vilket skyddar slutproduktens integritet. |
| Intern kvalitetsrevision och ledningsgranskning | Schemalagda internrevisioner och ledningsgranskningar av hela kvalitetsledningssystemet. | Drivs av kontinuerlig förbättring och säkerställer systemets bibehållna effektivitet. |
| Omfattande arkivering av register (≥24 månader) | Fullständig digital spårbarhet för varje produktionsbatch: materialcertifikat, värmebehandlingsloggar, inspektionsresultat. | Ger oöverträffad transparens och stöder garanti- eller felanalys med hårddata. |
3.0 Teknisk exeges: Komponentnivåteknik under certifiering
CQC-ramverket ger "hur"; avancerad ingenjörskonst definierar "vad". 81QE11010-monteringen är en mästarklass i riktad materialvetenskap och mekanisk design.
3.1 Rullkropp och fläns: Smidd och härdad för nötningsbeständighet
- Material: Kärnan är ett smidd ämne av 40SiMnTi eller 50Mn höghållfast, finkornigt legerat stål. Detta val prioriterar exceptionell härdbarhet och kärnseghet framför vanliga stål av lägre kvalitet.
- Process: Utsätts för datorstyrd djuphärdning med induktionshärdning. Processparametrarna dokumenteras noggrant enligt CQC-mandaterade processkontrollregister.
- Specifikation: Uppnår en ythårdhet på 58–62 HRC med ett kontrollerat effektivt höljesdjup på 8–12 mm, och övergår till en seg kärna på 38–42 HRC. Denna djupa, glashårda yta är konstruerad för att motstå extremt nötande slitage från pulveriserat berg och jord, medan den duktila kärnan absorberar de kraftiga stötar som är förknippade med gruvdrift och stenbrott, vilket förhindrar katastrofala sprödbrott.
3.2 Tätningsaxeln: Ett tribologiskt och inneslutningssystem
- Axel: Tillverkad av sätthärdat 40Cr- eller 20CrMnTi-legerat stål, precisionsslipat till spegelblank yta (Ra ≤ 0,4 μm). Detta minimerar friktion och slitage på tätningsgränssnittet, en avgörande faktor för långsiktig integritet.
- Bussning: Använder en oljeimpregnerad sintrad kopparlegering med hög densitet. Detta material erbjuder utmärkt formbarhet och lastbärande kapacitet, där det inbäddade smörjmedlet fungerar som en sekundär nödsmörjkälla.
- Tätningssystem: Använder en flerstegs, tryckanpassande labyrinttätning. Detta system integrerar en primär flytande metallslitring för att avleda grova slipmedel, en nitrilgummitätning med flera läppar som aktiveras av en patenterad fjäderkonstruktion och en fettrensad labyrint. Den är konstruerad för att bibehålla integriteten under det höga statiska trycket från djup nedsänkning i lera och det dynamiska trycket från höghastighetsbandrotation.
3.3 Montering och slutgiltig validering: Den slutgiltiga porten
Monteringen utförs i en kontrollerad miljö. Kaviteten rensas och fylls med ett litiumkomplex, extremt tryck (EP) fett specificerat för ett brett temperaturområde (-30 °C till +150 °C). Före leverans genomgår varje enhet ett slutligt drifttest för rotationsjämnhet och tätningsintegritet. Denna slutliga kontroll är en obligatorisk del av den CQC-definierade "rutininspektionen", som sluter cirkeln för produktionskvalitetskontroll.

4.0 Efterlevnad, utbytbarhet och prestationsåtagande
- OEM-kompatibilitet: 81QE11010 är konstruerad för direkt, omodifierad utbytbarhet med HYUNDAI R1250 undervagnssystem. Alla kritiska gränssnittsdimensioner – axeldiameter, bulthåls cirkulär stigning, total bredd och flänsprofil – hålls inom strikta toleranser.
- Prestandagaranti: Komponenten backas upp av en prestandagaranti som garanteras av dess certifierade tillverkningsprocess. Den omfattande dokumentation som krävs av CQC-övervakning ger en objektiv grund för detta förtroende.
- Global leveranssäkring: HELI MACHINERY MANUFACTURING CO., LTD. stöder global logistik med exportstandardförpackningar och fullständig certifieringsdokumentation, inklusive materialtestcertifikat och fabriksinspektionsrapporter, vilket underlättar smidig gränsöverskridande upphandling.
5.0 Slutsats: Omdefiniera värde genom verifierbar process
DeHYUNDAI R1250 81QE11010 Spårbottenrulleenhetfrån HELI MACHINERY (CQC TRACK) representerar en definitiv utveckling från en standardreservdel till en processgaranterad teknisk komponent. Dess överlägsenhet hävdas inte bara utan förstärks strukturellt genom CQC-produktcertifiering och fabriksövervakning. Denna certifieringsbaserade metod säkerställer att varje levererad enhet är en direkt efterföljare av en rigoröst typtestad och godkänd design, tillverkad inom ett kvalitetssystem som är föremål för årlig övervakning och oanmälda revisioner.
För den kräsna maskinchefen är värdeerbjudandet tydligt: investera i en komponent vars förlängda livslängd och orubbliga tillförlitlighet är inbyggda i dess DNA och validerade av ett av de mest strukturerade kvalitetsbedömningssystemen inom tillverkning. Detta resulterar i det ultimata måttet för tunga maskiner: maximal maskintillgänglighet och minimerad kostnad per driftstimme.
Friskrivning: Specifikationer och konstruktioner förbättras kontinuerligt. Det rekommenderas att verifiera den exakta maskinmodellen och serienummerintervallet för kompatibilitet före upphandling. CQC-certifieringsinformationen baseras på tillverkarens offentliga referenser och standard CQC-protokoll.
Produktkategorier
-

w154A-Z2/bandvält-bottenvält-minigrävmaskin...
-

Doosan grävmaskins bandrulle (200104-00012A, 20...
-

CQC-Minigrävmaskin/YQS35 bandrulle reservdelar...
-

HITACHI/EX3000-(9066272,A7635000M00)-spårrulle...
-

Anpassade byggmaskiner delar Grävmaskin
-

Hetsäljande SK60 SK200/24100N6292F2/24100N8009...






